Aavo SPC
Työkalu prosessien tilastolliseen ohjaukseen
Yrityksen johdon täytyy ymmärtää vain yksi sana laadusta: vaihtelu.
Vaihtelu prosesseissa aiheuttaa vikoja, häiriöitä ja viiveitä niiden toimintaan. Tämä havaitaan usein kohonneina kustannuksina, asiakasreklamaatioina ja toimitusvarmuusongelmina.
Prosessien vaihtelun vähentämisessä SPC on keskeinen menetelmä. Vaihtelua pienentämällä vähennetään virheitä ja viiveitä sekä parannetaan koneiden ja materiaalien käyttöastetta. Tämä tarkoittaa parempaa tuottavuutta ja laatua sekä pienempiä kustannuksia eli parempaa kilpailukykyä.
Aavo SPC tarjoaa käytännön soveltamisen työkalut.
Kokonaiskuva prosessista
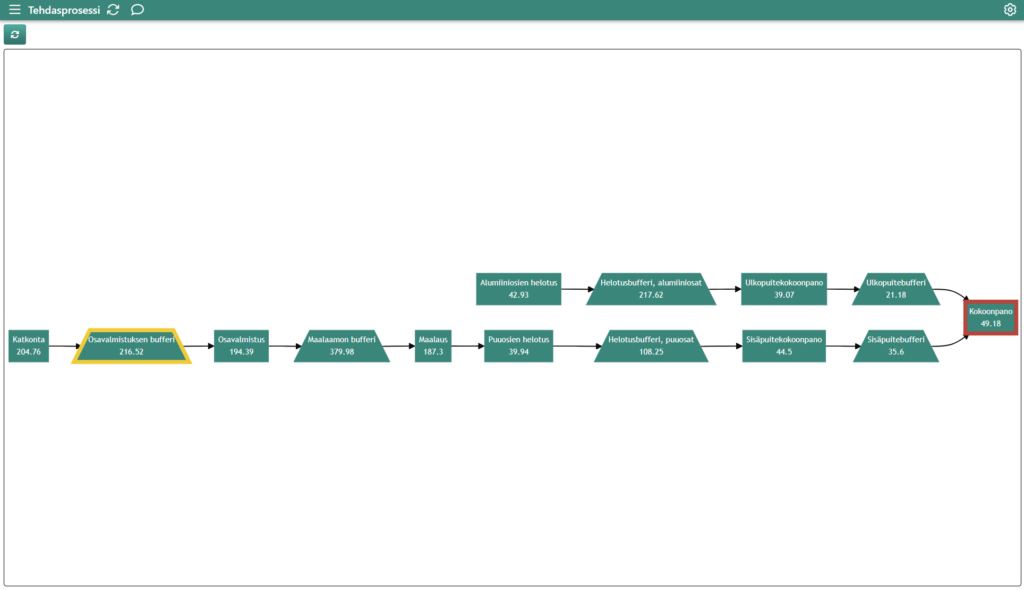
Aavo SPC antaa erinomaiset välineet SPC:n tehokkaaseen hyödyntämiseen
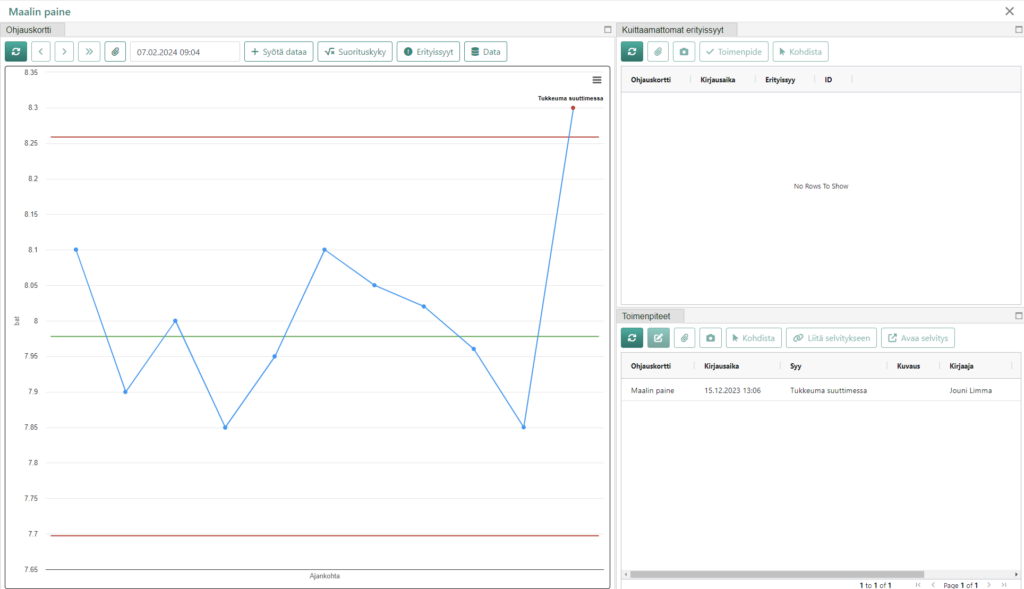
Helppo koko prosessin seuranta onnistuu visuaalisen prosessikuvan avulla, josta selviää prosessin tila ja osaprosessien kuittaamattomat erityissyyt. Prosessikuvassa on mahdollista porautua osaprosessien ohjauskortteihin tarkemman tilannekuvan muodostamiseksi.
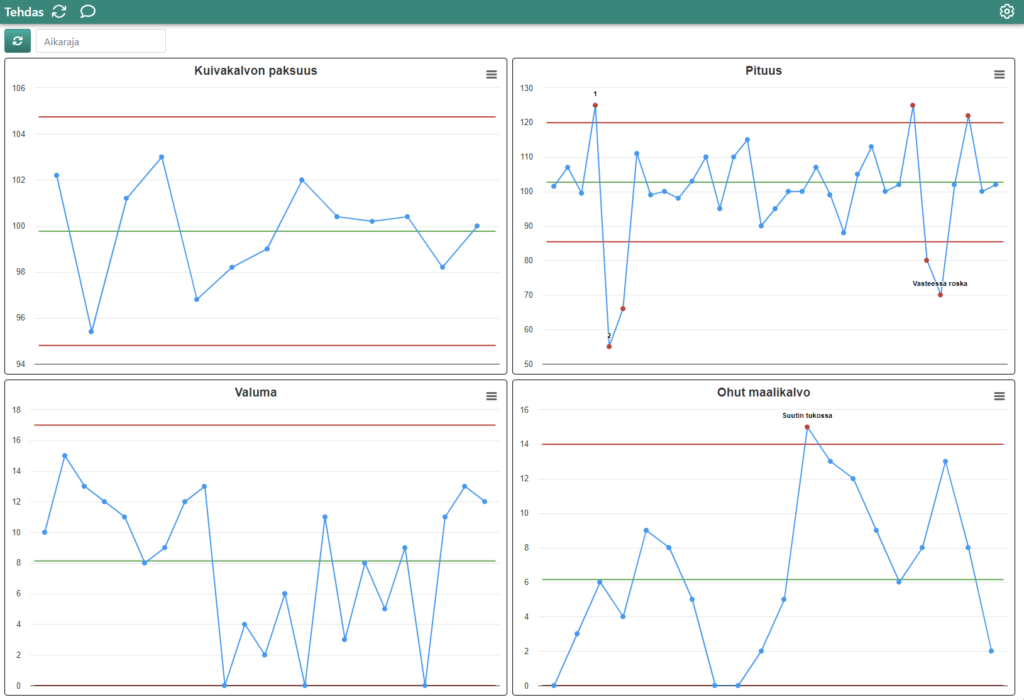
Reaaliaikainen analysointi ja välitön viestintä
Reaaliaikainen analysointi moninkertaistaa ohjauskorttien tehon, koska kaikki erilaiset erityissyytilanteet voidaan havainnoida automaattisesti.
Erityissyyt ilmoitetaan myös sähköpostiin tai puhelimeen, mikä parantaa mahdollisuuksia reagoida ongelmiin välittömästi.
Aavossa on erityissyyn selvittämiseen työkalu, jossa dokumentointi ja tehtävien jakaminen on helppoa.
Tuki Six SigmaN ohjausvaiheeseen
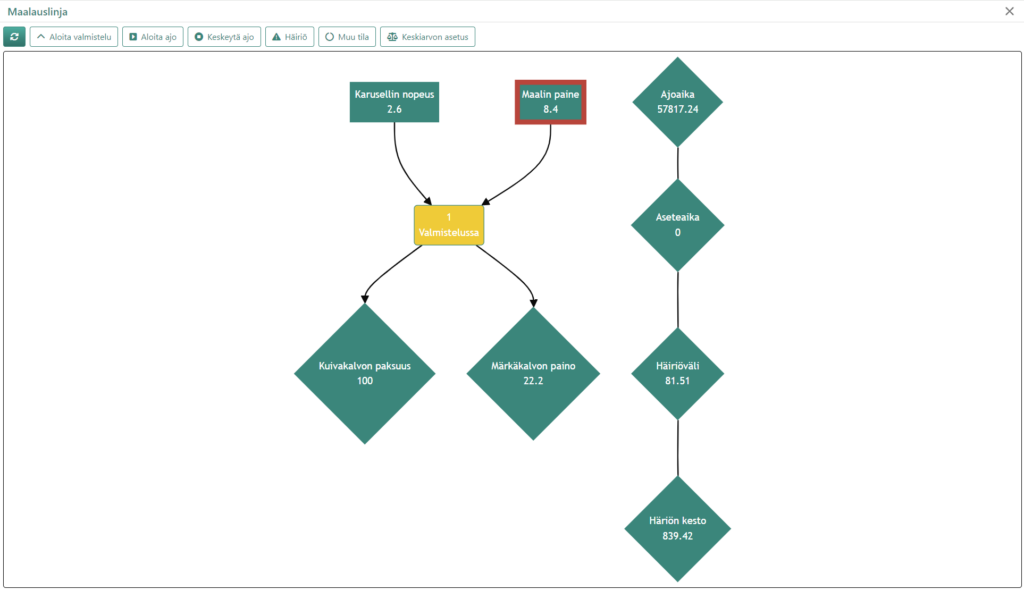
Aavo SPC tarjoaa vahvan tuen prosessin ohjaukseen (x-tekijät) ja valvontaan (y-tekijät). Aavo SPC tukee suoraan Six Sigman ohjausvaihetta, eli DMAIC-prosessia.
Prosessin tilan muuttuessa voidaan ohjauskortille kerätä automaattisesti dataa tilan kestosta ja tapahtumataajuudesta. Tämä mahdollistaa muun muassa häiriövälin ja aseteajan tutkimisen ohjauskortilla.
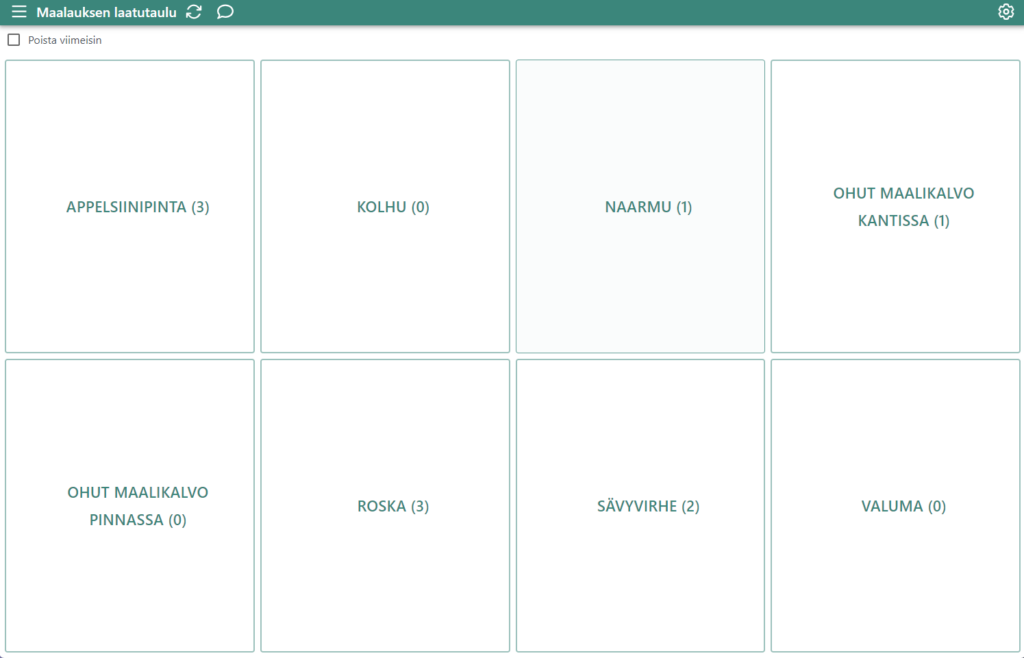
Laatutaulut
Laatutaulu on keskeinen työkalu, kun tuotteissa esiintyy vikoja. Aavossa laatutaululle kootaan useita C-tyypin ohjauskortteja.
Vikadata on helppo kirjata painonappinäyttöjen avulla. Data voidaan tuoda myös ulkoisesta järjestelmästä.
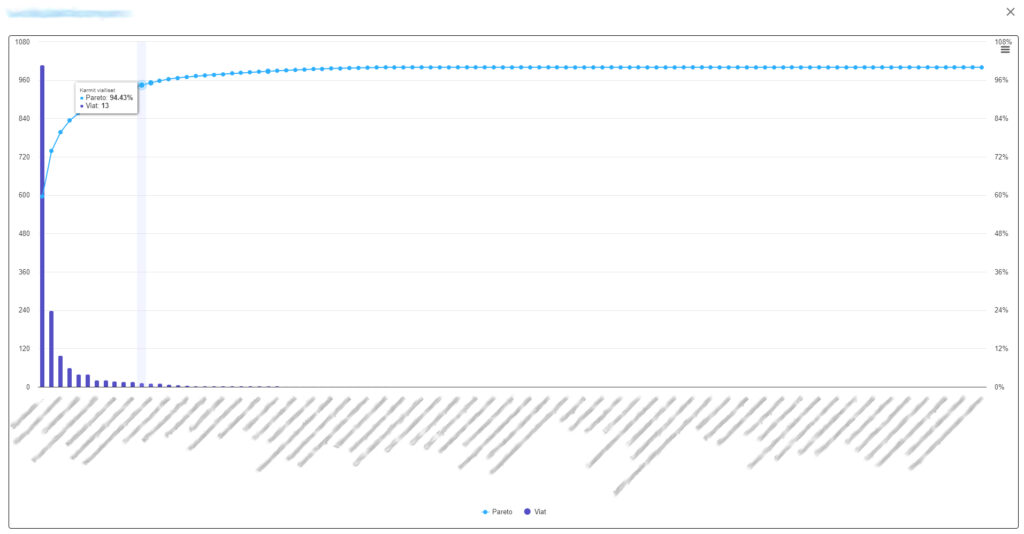
Laatutauluista saadaan Pareto-analyysi, ja päivä- tai vuorokohtainen laatutulos esitetään saantokuvaajilla.
Ohjauskortit erityyppisiin prosesseihin
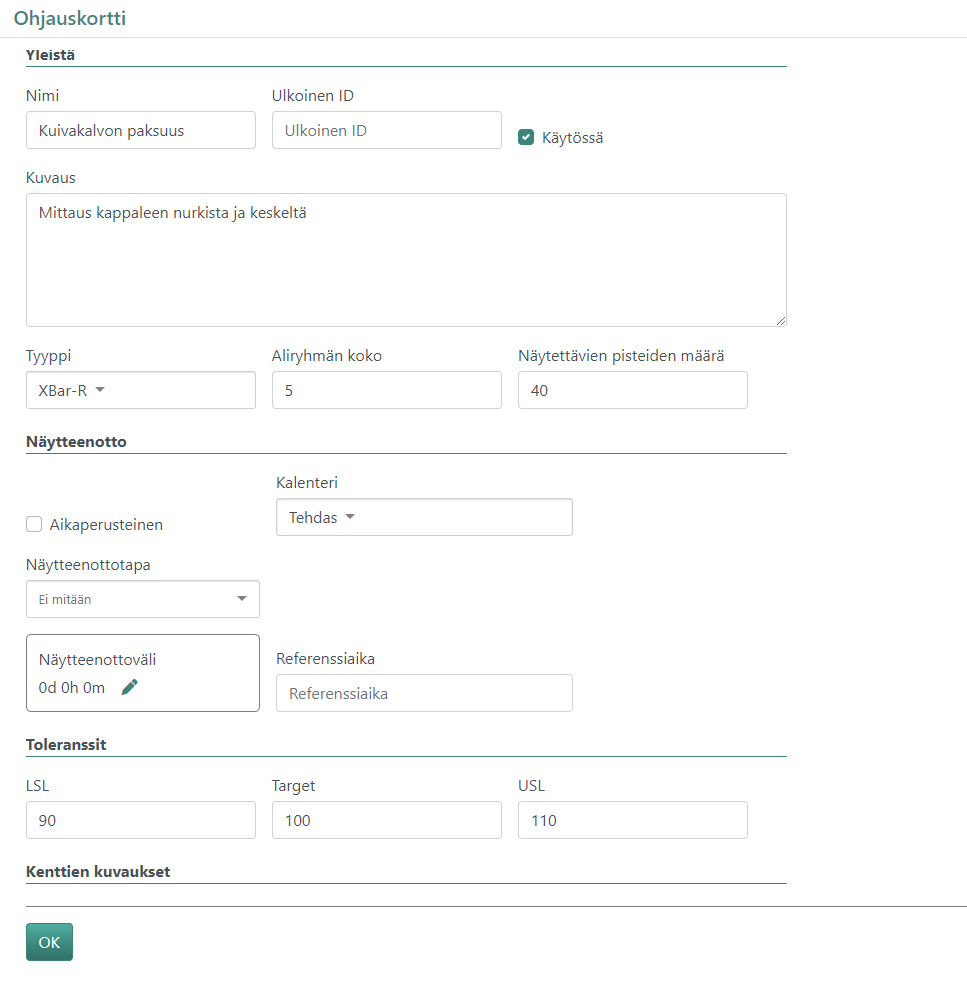
Aavo SPC tukee yleisimpiä SPC -kortteja: I-mR, C, Xbar-R ja Xbar-S.
Ohjauskorttien näytteenotto voidaan toteuttaa automaattisesti ohjelmistorajapinnan avulla. Dataa voidaan tuoda ERP- ja MES-järjestelmistä sekä tuotantoautomaatiosta.
Tunnistettavat erityissyyt voidaan määrittää ohjauskorttikohtaisesti ja prosessin muuttuessa sille voidaan helposti laskea uudet ohjausrajat. Mittaushistoriaa voidaan tarkastella valitulle aikavälille jälkikäteen.
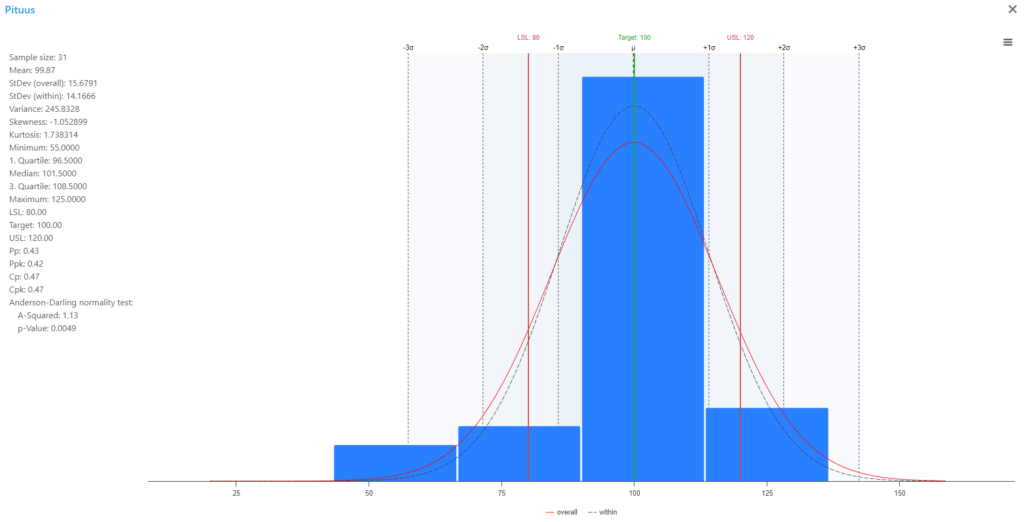
Suorituskykyanalyysi
Ohjauskortille voidaan määrittää toleranssit (LSL, USL) sekä keskiarvon tavoite (Target).
Näiden avulla prosessille voidaan laskea suorituskykyanalyysi: Cp- ja Pp-indeksit, jakauman perusstatistiikka sekä normaalisuussovitus ja -analyysi.
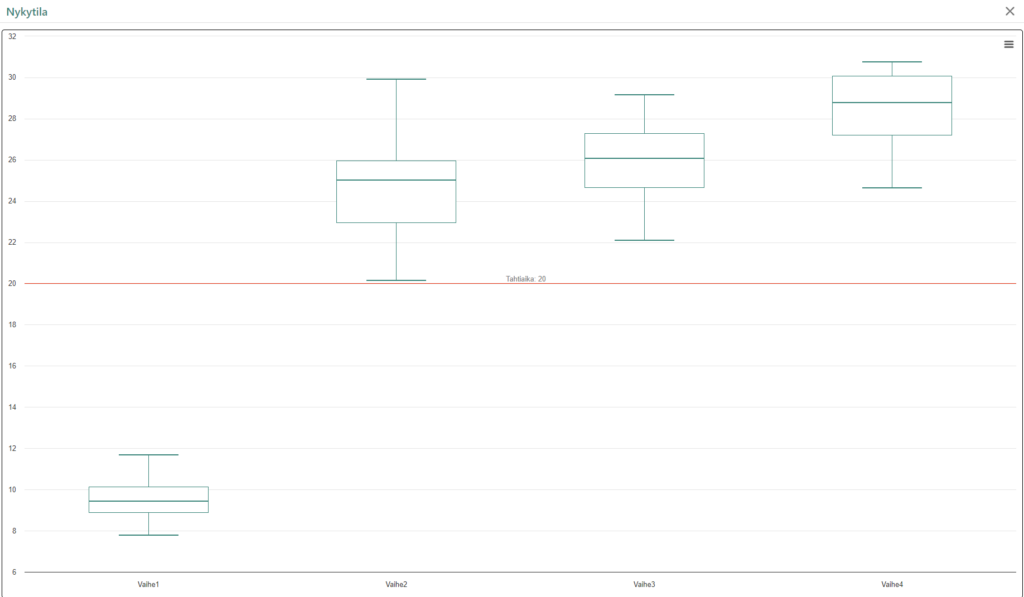
Tuotantolinjan tahtiaika
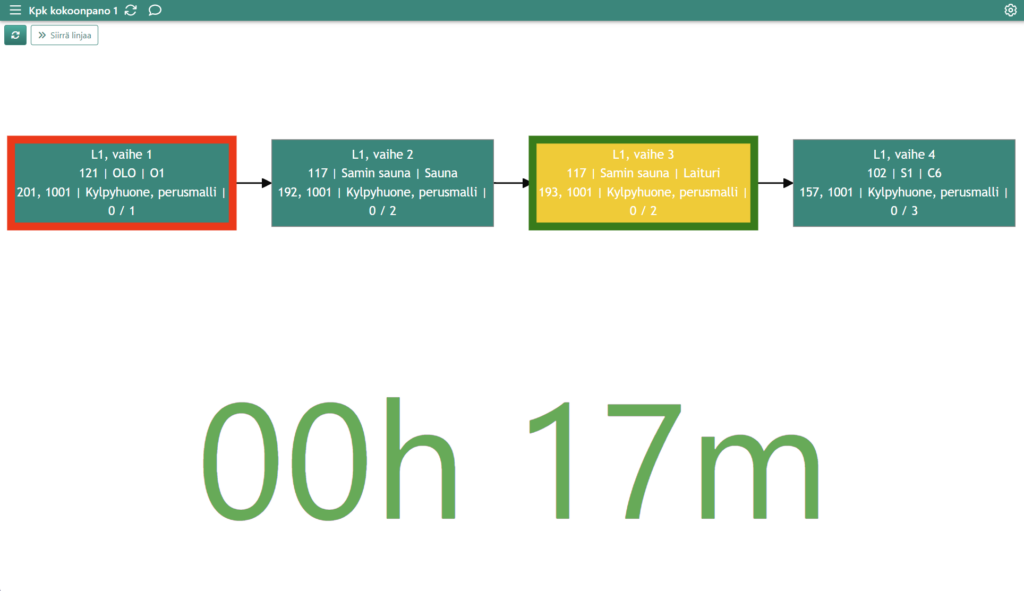
Tahtiaikanäyttö on tuotantolinjoilla tärkeä työkalu. Se on havainnollinen tilannekuva linjan työvaiheiden tilasta. Aikalaskuri näyttää aikaa seuraavaan linjan siirtoon.
Tahtiaikanäyttö sisältää myös Andon-toiminnallisuuden. Viesti ongelmasta saadaan välittömästi työnjohtoon.
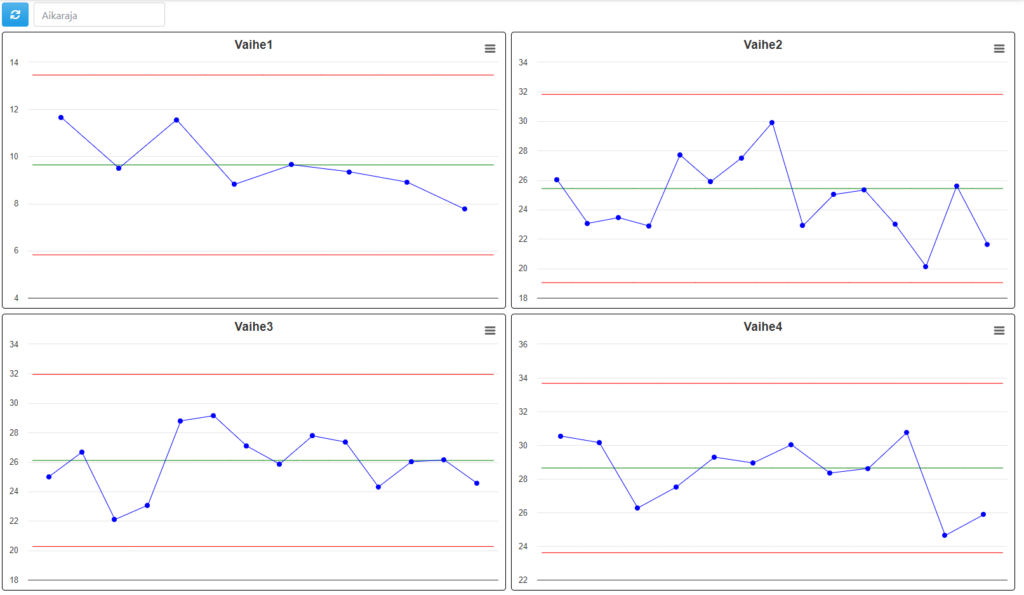
Tehollisen ajan mittaus
Tuotantolinjan tehollisen ajan ja toteutuneen tahtiajan mittausdata syntyy automaattisesti.
Työvaiheiden tehollisen ajan data voidaan tuoda myös ulkoisesta järjestelmästä.
Ohjauskorttien ja boxplot-kuvaajan avulla voidaan kohdistaa parannustoimenpiteet ja tarttua välittömästi erityissyytilanteisiin.